Predictive maintenance strategies for manufacturing
A predictive maintenance strategy allows for more efficient maintenance planning and reduces downtime due to broken parts or unnecessary maintenance costs. The benefits of predictive maintenance include preventing equipment breakdown, improving reliability, and reducing operating costs. Additionally, predictive maintenance leads to cost savings by reducing the total time and cost spent maintaining equipment.
How does predictive maintenance work?
Traditionally, maintenance was done by reactively fixing or replacing parts after they broke down. In addition, preventive maintenance was used by changing and maintaining parts before they could break down. Developments towards Industry 4.0 and advancements in the Internet of Things have introduced the concept of predictive maintenance (PdM), which allows maintenance to be planned more efficiently and reduces downtime due to broken parts or maintenance work that is not actually needed.
Equipment of every kind eventually fails during its lifetime. These failures typically happen due to internal wear or outside conditions unsuitable for the equipment. There are several ways to deal with or prevent failures.
One way is to look at the scale, which consists of different maintenance strategies. On one side, we have a strategy where we react to failures after they happen. On the other hand, it is the opposite; we do everything to prevent equipment failure before it occurs.
One technique to deal with equipment failure is to wait until it happens and then fix it. This is known as reactive maintenance (or run-to-failure maintenance). Depending on the equipment and its use case, this might be a good enough solution, however, often machine downtime leads to a high financial loss. It is also possible that the failure of one part can start a chain reaction of other assets parts breaking.
Another common practice is applying preventive maintenance, where the equipment is regularly serviced based on a schedule. This schedule is created by examining the statistics of previous failures on different equipment parts. In this instance, a pessimistic approach is typically adopted. Although it helps to achieve less downtime and increases the asset’s lifetime, it also increases maintenance costs.
Why? Because preventative maintenance is often done more often than is necessarily required.
There is a middle ground between these two approaches. In predictive maintenance, we monitor the system’s behavior and anticipate failures before they occur. Predictive maintenance enables just-in-time workflows, where servicing can only be executed when needed. It exponentially reduces downtime compared to reactive maintenance, reducing maintenance costs that would occur when adopting preventive maintenance.
These maintenance strategies can be visualized below as a PF-curve, where on the horizontal axis we can view time, and the vertical axis depicting the asset’s condition.
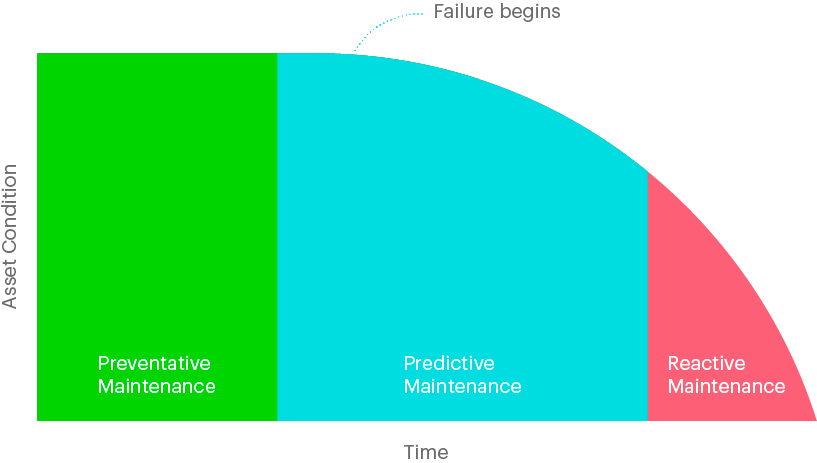
The maintenance strategy is a combination of several techniques, and for different assets, the chosen techniques can appear different, depending on the complexity and use case of the equipment.
When we have an asset for which downtime means substantial financial losses, a major effort should be placed on predictive maintenance strategies, reducing the number of maintenance works suggested by preventive maintenance while avoiding system failure. Alternatively, some equipment may be cheap and thus quickly replaced, in which case reactive maintenance should be sufficient, as there is no need for investments in predictive maintenance.
Choosing and developing the best techniques for each asset can be quite complicated, but increasing the device’s uptime can reduce maintenance costs and downtime losses.
In this article, we consider only predictive maintenance in greater detail, as reactive and preventive maintenance strategies are already quite mature and are often used within the manufacturing industry.
Predictive maintenance
Depending on available data, predictive maintenance strategies can be utilized in several ways. Here, we examine predictive maintenance techniques from the perspective of a data scientist. This allows us to examine different modeling solutions and describe what results could be achieved with each of them. Predictive maintenance programs integrate machine information and monitoring sensors to make timely decisions about maintenance intervention, preempting asset failures by identifying patterns for predicting future failures.
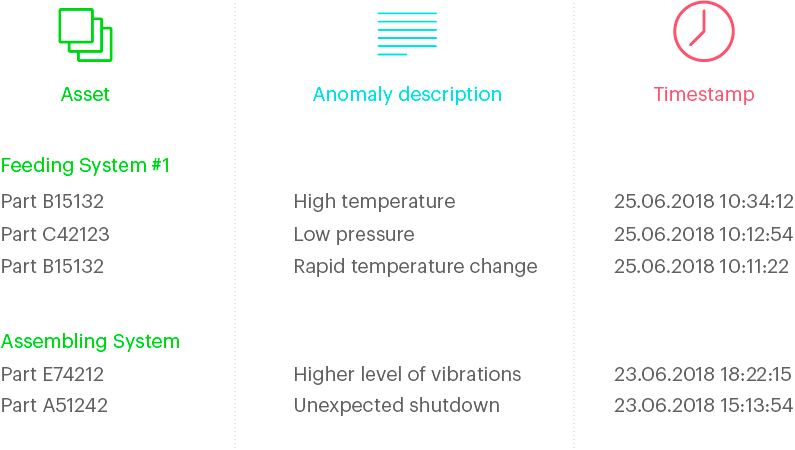
Anomaly detection and vibration analysis
Anomaly detection, enabled by condition monitoring equipment, allows us to notice deviations from normal behavior through real-time performance analysis and notify relevant personnel about it. These models are relatively easy to develop, and there is no need for logged failure or maintenance events. The optimal thing about this is that it can also identify abnormal behavior that hasn’t occurred before.
The simplest version of this can be done by manually setting a threshold for different data sources. This requires good domain knowledge about the problem and can only detect some predefined anomalies. The challenge with this approach is that it’s hard to describe the relations between different data sources.
Using machine learning, we can identify multiple data sources simultaneously and let the algorithms learn the normal behavior and relations between different data sources. Thus, abnormalities can be automatically detected without the need to define anomalies and thresholds beforehand.
The problem with anomaly detection is that it can produce warnings and notifications when there is nothing wrong with the equipment. New behavior for the algorithm might seem like an anomaly, as this kind of behavior has not been seen before. Therefore, a feedback system should be created, allowing users to provide feedback on whether the notification was an abnormal device behavior or merely a normal behavior under unseen circumstances.
Anomaly detection systems cannot determine the exact fault source but can provide hints to an expert where the problem might be located. An expert can then examine the equipment’s history by looking at the machine data to determine where the problem might originate.
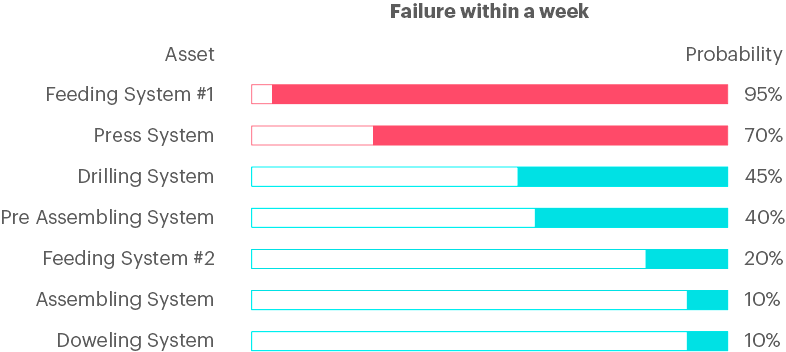
Binary classification
Binary classification tasks give answers to true-or-false questions. Therefore, we can ask whether a particular part will fail within a certain period, for example, a week. The probability of failure within that time window could be realized depending on the algorithm used. This approach is beneficial for determining the task list for the maintenance crew for the next period, helping them prioritize and schedule maintenance tasks effectively.
Binary classification requires historical data from our equipment but also a log of failures. The problem with this approach is that the model needs several failures of the same type before it learns enough to begin accurately predicting this failure type. Therefore, this approach could not predict failures that haven’t occurred before. It is also harder to develop models for this problem type.
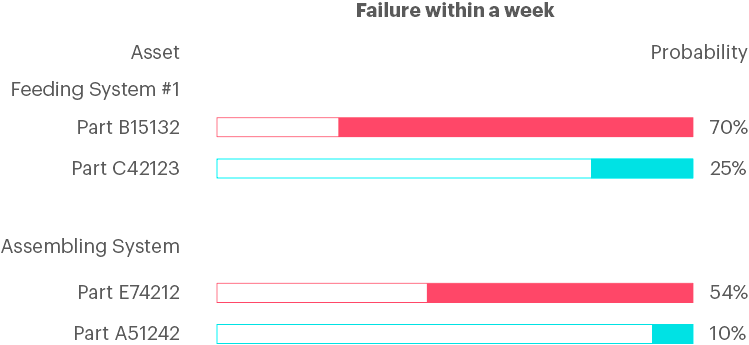
Multi-label classification using machine learning
Multi-label classification is similar to the binary classification, but instead of asking only true or false questions, we can ask several questions. One way would be to define time windows and classify in which time window it is most probable that the asset will fail. Another possibility is to predict which type of failure, or for which part of the asset will occur within a time window, for example in a week.
The data needed for multi-label classification is the same as for binary classification. Developing this classification solution requires a little more effort than developing binary classification solutions. Maintenance teams can use these predictions to prioritize their work, scheduling preventative maintenance and reducing costly downtime.
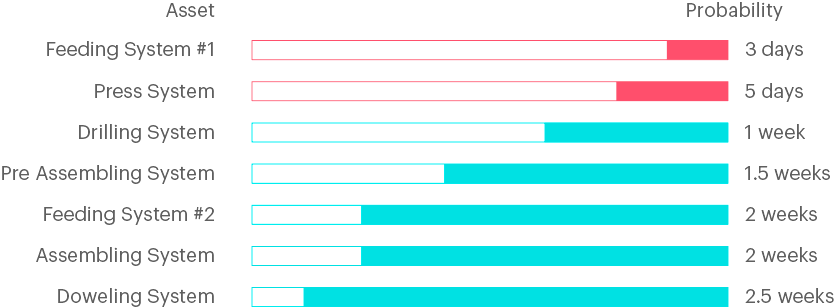
Regression
With regression algorithms, predictive maintenance work utilizes historical and real-time data from equipment, sensors, and external factors to predict the remaining useful lifetime (RUL) for equipment or its parts. This would allow the creation of a solution where it’s possible to list all the assets and sort them based on how long they will have until failure. The maintenance crew can then view the list and prioritize their work accordingly.
Regression tasks need the same kind of data as classification tasks, yet developing an accurate model is much more challenging. Typically, the problem is due to a lack of failure data.
What’s the difference between predictive and preventive maintenance?
Predicted maintenance consists of triggering and scheduling maintenance work. Preventive maintenance is scheduled based on the triggers such as times and usage, while prescriptive maintenance will be scheduled based on machine statistics.
How to start with predictive maintenance?
Although fully-fledged predictive maintenance solutions can appear expensive, it makes sense to begin with smaller steps and proof-of-concept projects as part of a predictive maintenance plan. Thus, insights and improvements can be gained quite early on at relatively low cost. Implementing a predictive maintenance strategy can lead to increased reliability, extended equipment life cycle, reduced repair time, improved equipment uptime, and significant cost savings.
Not all failures can be predicted ahead of time, and knowing when things will fail is not always essential. Therefore, before starting with predictive maintenance, we should ask whether the problem is of a predictive nature at all. Could we do something useful by predicting anomalies or failure times? Or is it possible to collect the necessary data?
We can look at these questions more thoroughly with the possible data sources we utilize in predictive maintenance.
Questions to ask before development
What problem needs solving?
A company needing predictive maintenance should first ask “Which problem is the most urgent one?” For example, this could be that we want to predict whether asset X will fail within two weeks so that we could plan the maintenance work and reduce unplanned downtime.
Do we have relevant data sources?
After we have defined the most critical problem to solve, we should understand whether we can collect relevant data from the equipment. We might find that the asset does not have the necessary sensors and we might have to install external ones. This may include introducing a Computerized Maintenance Management System (CMMS) for collecting data about maintenance works and failures.
Is data accurate?
The quality of predictive maintenance algorithms depends on the quality (and often quantity) of data. Therefore, we have to ensure that collected data is accurate and measurable. For example, we have to ensure that every maintenance work and failure can be logged in to CMMS. For some sensor data, e.g., vibrational data, it is vital that the sampling frequency is high enough to solve the problem.
Can we connect different data sources with the maintenance team?
After we have made sure that we have all the necessary data sources and they are accurate enough, we also have to ensure that we can connect this data. For example, we could match the logged failures from CMMS to the sensory data of our asset.
Have we collected enough data?
Last, but not least, we should have enough data, so the machine learning algorithms could learn to generalize. For example, we might want to apply anomaly detection for a crane in a harbor, in which case we would need at least a year’s worth of data to capture the minimum amount of weather seasonality, that might affect the results.
To predict failure times, we would need to gather data from tens or hundreds of failures to ensure the correct patterns are learned.
Types of data sources and condition monitoring equipment
Predictive maintenance relies on various data sources and advanced technology to ensure its successful implementation. The data used for developing predictive maintenance solutions does not only come from the equipment itself. Collecting and integrating additional data is beneficial not only for improving maintenance but can also help find new strategies for optimizing and further improving the whole production workflow.
Operational data
The operational data from our assets is critical to understand the current situation of the equipment. This data type might technically be the hardest to collect, as it often has to be measured very frequently, meaning that the amount collected proliferates. There may be a need for installing additional sensors. Therefore the emphasis should be put on finding out what data is really needed, and how often it should be recorded.
Asset specifications
In addition to operational data, having data about capabilities, model numbers, production dates, and other asset specifications is beneficial. Although this might not always be used in machine learning algorithms, it is crucial for developers and data scientists to develop the solution.
Failure history
If we want to predict the failure times of the asset or its part, we need to log the failures of equipment or their parts using techniques like vibration analysis to monitor equipment performance and predict failures. For this, Computerized Maintenance Management Systems (CMMS) are often used. To make this kind of data understandable to computers, we minimize the amount of free-form text and explanations about the failures. Hence, failure categories should be introduced.
Maintenance history
It is also essential to collect data about the history of maintenance work, including lubrication works and change of components. This data is typically stored and managed by CMMS. Like collecting failure history, creating and assigning categories for each work item is vital.
Operating conditions
The environment in which the asset is usually working has an impact on its behavior. Therefore, information about the surrounding environment should be continuously collected. This kind of data might include location, humidity, or temperature. For devices situated outdoors, this information might be gathered and estimated from surrounding weather stations, in which case, the weather predictions could also be introduced into predicting future behavior.
Operator attributes
Some types of devices depend very much on how they are operated. Therefore, collecting data about who is operating the device of interest might be beneficial for predicting failures or anomalies.
Summary
A successful predictive maintenance program can reduce financial losses caused by an asset’s downtime. This program relies on a methodical approach, leveraging sensor data to better understand the asset’s condition, improving the whole production and maintenance planning process.
Before predictive maintenance is applied, we integrate different data sources and start collecting data. Moving forward it is possible to begin developing predictive maintenance solutions, starting with simpler ones, like anomaly detection. This is done by taking small (and therefore cheaper) steps initially, and iteratively building a more complicated solution.
Want to know how predictive maintenance can optimize your costs? Share your challenge with us
About Proekspert
Proekspert is a European industrial software engineering partner with over 30 years of experience building mission-critical systems for manufacturers and OEMs. We modernize legacy systems, develop secure connected products, and deliver cybersecurity compliance — including IEC 62443 and the EU Cyber Resilience Act. Our expertise spans embedded software, device-to-cloud integration, industrial AI, and cybersecurity for regulated sectors.